M65WS – Analogue
Control machine parameters via analogue switches from the torch handle.

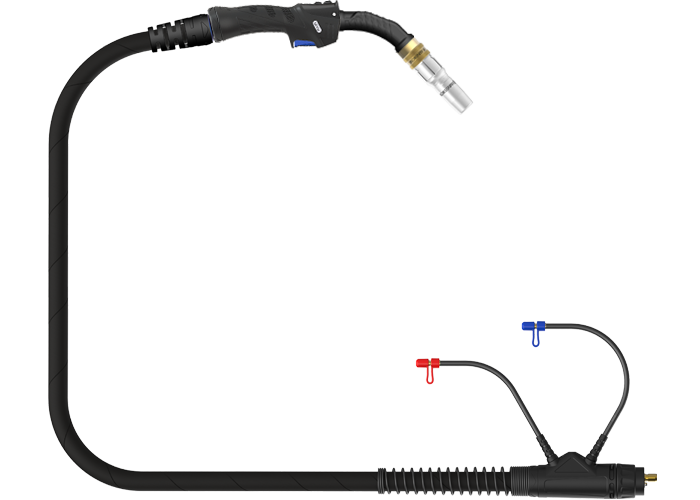
M65WS – Analogue – L/C High Performance Mig Welding Torch
The ground-breaking benefits of an Arc M65WS. Control of simple machine commands via analogue switches from the torch handle. Fitted with a short neck.
Massive Gains in Productivity!
Arc Wear Parts are more efficient and last longer!
- Swan necks run up to 35% cooler
- Contact tips last up to 6 times longer
- Nozzles last up to 3 times longer
- Tip adaptors last up to 5 times longer
Technical Specification
| Cooler Rating | Max.A | Pulse | Max. Load | |
|---|---|---|---|---|
| Liquid-Cooled | ||||
| Rating: CO2 | 1600W | 580A | 25KW | |
| 1200W | 550A | 23KW | ||
| 1000W | 520A | 21KW | ||
| Rating: Mixed Gas M21 | 1600W | 560A | 400A | 23KW |
| 1200W | 530A | 360A | 21.5KW | |
| 1000W | 510A | 350A | 20KW | |
| Duty Cycle | 100% | 100% | ||
| Wire Size | Filler Wires | Fe, Fe-MC / FC | 0.9-2.0mm | |
| Filler Wires | Ss, Ss-MC /FC | 0.9-1.6mm | ||
| Filler Wires | Al | 1.0-2.0mm | ||
| Minimum Liquid Flow Rate | 1.5 l/min | |||
| Minimum Liquid Inlet Pressure | 2.5 Bar | |||
| Maximum Liquid Inlet Pressure | 5.0 Bar | |||
| Maximum Liquid Inlet Temperature | 50oC | |||
| Operating Temperature Range | -10…+40oC |
Downloads

Arc Machine Control Series
Product Catalogue

Arc M Liquid-Cooled High Performance Series
Set-Up Guide
Key Elements
Core Technologies
Re-engineered high capacity cooling chambers remove excessive heat at source.
Nozzle, tip adaptor and contacts tips are all force cooled.

Nozzle Retention System
NRS Technology combines a Liquid-Cooled nozzle seat and a push-on nozzle with a threaded retention system.
The design solutions force cool the nozzle, aid spatter removal and increase front-end wear parts durability.

Spatter Isolation Chamber
A uniquely designed spatter “well” accumulates molten metal particles safely and works in conjunction with the nozzle retention system for trouble free removal of the nozzle and spatter ring.

Optimized for Soft Wire Welding
Technical design solutions have resulted in a more efficient delivery of the filler metal from the machine to the torch head.
- Smooth transfer of the filler metal from the drive rolls to the tip
- Improved laminar gas and reduced downtime from ‘post weld clean up’
In The Box
Safety Information